




બ્રેક પરીક્ષણ
OCIMF ધોરણોના પાલનમાં, ડિલિવરી પહેલાં, વાર્ષિક ધોરણે અને બ્રેક ફોર્સને અસર કરી શકે તેવી કોઈપણ સમારકામ અથવા મહત્વપૂર્ણ ઘટનાઓ પછી મૂરિંગ વિંચ પર બ્રેક ફોર્સ પરીક્ષણ કરવું આવશ્યક છે. આ પરીક્ષણોના પરિણામોના આધારે, મૂરિંગ કેબલના ન્યૂનતમ બ્રેકિંગ લોડ (MBL) ના 60% થી 80% ની બ્રેકિંગ ક્ષમતા પ્રાપ્ત કરવા માટે બ્રેકને ફાઇન-ટ્યુન કરવામાં આવશે. આ ગોઠવણ ખાતરી કરે છે કે જો બાહ્ય બળ નિર્ધારિત બ્રેક ફોર્સ કરતાં વધી જાય, તો મૂરિંગ વિંચ આપમેળે છૂટી જશે, જેનાથી મૂરિંગ વિંચને કોઈપણ સંભવિત તૂટવા અથવા નુકસાન થતું અટકાવી શકાય છે.
બ્રેકિંગ ફોર્સ ટેસ્ટ સિદ્ધાંત વિડિઓ:
બ્રેકિંગ ફોર્સ પરીક્ષણ અને ગોઠવણ
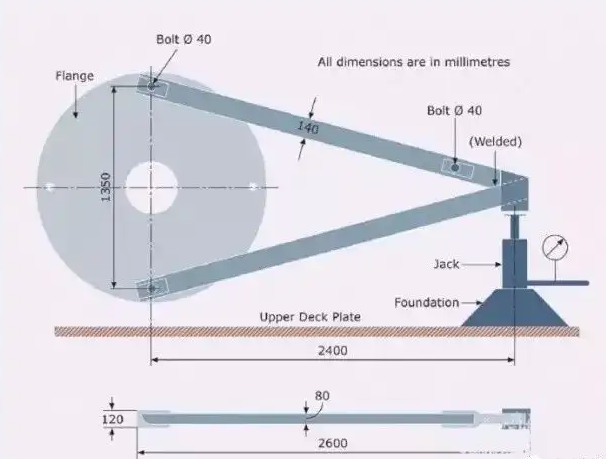
ગણતરી માટે જરૂરી બરફનો ડેટા એકત્રિત કરવા માટે, કેબલ સર્ટિફિકેશન અને અન્ય સંબંધિત માહિતીની સમીક્ષા કરીને શરૂઆત કરો, જેમાં ક્ષેત્ર માપનો સમાવેશ થાય છે. પ્રેશર ગેજથી સજ્જ જેક અને મૂરિંગ વિંચમાં ડ્રાય જેકને સુરક્ષિત કરવા અથવા ક્લેમ્પિંગ બોલ્ટનો ઉપયોગ કરવા માટે એક ઓપનિંગ હોવું આવશ્યક છે.
ગણતરી સૂત્ર નીચે મુજબ છે: T = FxLI/L2 (Kn).
આ સૂત્રમાં, T ગણતરી કરેલ જેક ફોર્સ (Kn માં) દર્શાવે છે, જે જહાજના કેબલના ન્યૂનતમ બ્રેકિંગ ફોર્સના આધારે નક્કી થવી જોઈએ. આ ગણતરી જરૂરી બ્રેકિંગ ફોર્સને અનુરૂપ જેક ફોર્સ રીડિંગ આપશે, જે કેબલના બ્રેકિંગ ફોર્સના 60% અથવા 80% છે. F મૂરિંગ વિંચના બ્રેકિંગ ફોર્સ (Kn માં) દર્શાવે છે. Ll એ મૂરિંગ વિંચ રોલરના કેન્દ્રથી કેબલના કેન્દ્ર સુધીનું અંતર છે, જે આંતરિક રોલર ત્રિજ્યા અને કેબલ ત્રિજ્યાના સરવાળા તરીકે ગણવામાં આવે છે. L2 જેક બ્રેકેટના કેન્દ્રથી કેન્દ્રીય અક્ષ સુધીનું આડું અંતર દર્શાવે છે.
પરીક્ષણ પ્રક્રિયા:
1. બ્રેક પેડ્સના પ્રદર્શનને બગાડી શકે તેવા કોઈપણ ભેજ, ગ્રીસ અથવા અન્ય પદાર્થોને દૂર કરવા માટે મૂરિંગ વિંચ ચલાવો.
2. પરીક્ષણ ઉપકરણને મૂરિંગ વિંચ સાથે યોગ્ય રીતે જોડો, ખાતરી કરો કે બ્રેક્સ પ્રમાણભૂત સ્તરો સુધી કડક છે, અને વિંચના ક્લચને છૂટા કરો.
3. દબાણ લાગુ કરવા માટે જેકનો ઉપયોગ કરો, અને બ્રેક સરકી જાય તે ક્ષણે પ્રેશર ગેજ રીડિંગનું નિરીક્ષણ કરો, અવલોકન કરેલ મૂલ્ય રેકોર્ડ કરો.
4. જો રીડિંગ પૂર્વનિર્ધારિત મૂલ્યથી નીચે આવે છે, તો આ અપૂરતી બ્રેક ફોર્સ સૂચવે છે, જેના કારણે બ્રેકને કડક કરવાની અથવા રિપેર કરવાની જરૂર પડે છે, ત્યારબાદ ફરીથી પરીક્ષણ કરવામાં આવે છે.
5. જો વાંચન ગણતરી કરેલ મૂલ્ય સાથે સંરેખિત થાય છે, તો તે પુષ્ટિ કરે છે કે બ્રેક ફોર્સ સ્થાપિત માપદંડોને પૂર્ણ કરે છે.
6. જો જેક રીડિંગ ગણતરી કરેલ મૂલ્ય કરતાં વધી જાય ત્યારે મૂરિંગ વિંચ સરકી ન જાય, તો આ સૂચવે છે કે બ્રેક વધુ પડતી કડક છે, જેના પરિણામે વધુ પડતો બ્રેક ફોર્સ થાય છે. આ કિસ્સામાં, બ્રેક સ્ક્રૂને સમાયોજિત કરીને બ્રેક ફોર્સ ઘટાડવો જોઈએ, ત્યારબાદ ફરીથી પરીક્ષણ કરવું જોઈએ.
મોટાભાગના જહાજો પોતાના બ્રેક ફોર્સ એડજસ્ટમેન્ટ કરે છે, સામાન્ય રીતે બ્રેક હેન્ડલ પર લિમિટ સ્ક્રુમાં ફેરફાર કરીને શ્રેષ્ઠ ફોર્સ માટે બ્રેકની ટાઈટને નિયંત્રિત કરે છે.
બ્રેક હેન્ડલ્સમાં મર્યાદા સ્ક્રૂ ન હોય તો, બ્રેક કડક થયા પછી (ઇચ્છિત બ્રેકિંગ ફોર્સને અનુરૂપ) સ્થિતિ ઓળખી શકાય છે અને તે બિંદુએ બ્રેક હેન્ડલ અને બ્રેક બેન્ડ બંનેને ચિહ્નિત કરી શકાય છે (બ્રેક સ્ક્રૂ પર મર્યાદા ચિહ્ન બનાવીને). ભવિષ્યના ઓપરેશનમાં, ઉપલા અને નીચલા ચિહ્નોને સંરેખિત કરવાથી સૂચવવામાં આવશે કે આ સ્તરે બ્રેકિંગ ફોર્સ સેટ બ્રેકિંગ ફોર્સને અનુરૂપ છે.
બ્રેક ટેસ્ટ પૂર્ણ કર્યા પછી, ટેસ્ટની તારીખ અને માપેલ બ્રેકિંગ ફોર્સ મૂરિંગ વિંચ પર સ્પષ્ટપણે દર્શાવવા જોઈએ અને મૂરિંગ સાધનોના જાળવણી લોગમાં કાળજીપૂર્વક દસ્તાવેજીકરણ કરવું જોઈએ.
મૂરિંગ સલામતીનાં પગલાં
નિયમિતપણે બ્રેક ફોર્સનું પરીક્ષણ અને ગોઠવણ કરવા ઉપરાંત, મૂરિંગ કામગીરી દરમિયાન નીચેના પાસાઓ પર પણ ધ્યાન આપવું જોઈએ:
મૂરિંગ સ્થિતિસ્થાપકતા:મૂરિંગ કેબલ્સની સ્થિતિસ્થાપકતા જહાજ દ્વારા લગાવવામાં આવતા કુલ બળને મૂરિંગ લાઇનો વચ્ચે વિતરિત કરવામાં મહત્વપૂર્ણ ભૂમિકા ભજવે છે. ઉદાહરણ તરીકે, જો સમાન કદ અને સામગ્રીના બે મૂરિંગ કેબલ એક જ દિશામાં ડોક પર સુરક્ષિત હોય પરંતુ લંબાઈમાં અલગ હોય - એક બીજા કરતા બમણું લાંબું હોય - તો ટૂંકો કેબલ બે તૃતીયાંશ ભાર સહન કરશે, જ્યારે લાંબો કેબલ ફક્ત એક તૃતીયાંશ ભાર સહન કરશે. તેથી, શક્ય હોય ત્યારે સમાન લંબાઈના મૂરિંગ કેબલનો ઉપયોગ કરવાની સલાહ આપવામાં આવે છે.
એવા કિસ્સાઓમાં જ્યાં બે મૂરિંગ કેબલ સમાન લંબાઈના હોય, સમાન બ્રેકિંગ સ્ટ્રેન્થ ધરાવતા હોય, અને એક જ દિશામાં ગોઠવાયેલા હોય પણ અલગ અલગ સામગ્રીમાંથી બનેલા હોય - જેમ કે 1.5% લંબાઈવાળા સ્ટીલ વાયર કેબલ અને 30% લંબાઈવાળા કૃત્રિમ ફાઇબર કેબલ - લોડ વિતરણ નોંધપાત્ર રીતે અસમાન હશે. સ્ટીલ વાયર કેબલ 95% ભાર વહન કરશે, જ્યારે ફાઇબર દોરડું ફક્ત 5% ને ટેકો આપશે. તેથી, એક જ દિશામાં મૂરિંગ લાઇન માટે સમાન સામગ્રીના કેબલનો ઉપયોગ કરવો જરૂરી છે.
એ સમજવું મહત્વપૂર્ણ છે કે મૂરિંગ (સુરક્ષિત મૂરિંગ) દરમિયાન જહાજની સલામતી સુનિશ્ચિત કરવામાં માત્ર સંકલન અને સુસંગતતા જ નહીં, પરંતુ જહાજના મૂરિંગ સાધનોની વ્યાપક સમજ, મૂરિંગ સિદ્ધાંતોની મજબૂત સમજ અને ઝીણવટભર્યું આયોજન અને અમલીકરણનો પણ સમાવેશ થાય છે. બર્થ પર જહાજની સ્થિતિ જાળવવાની પ્રક્રિયા જહાજ સુરક્ષિત થયા પછી જ શરૂ થાય છે, જે ચાલુ સીમેનશિપ પ્રથાઓની શરૂઆત દર્શાવે છે.
મૂરિંગ વિંચ બ્રેકિંગ ફોર્સ:મૂરિંગ વિંચનો બ્રેકિંગ ફોર્સ દરેક જહાજ માટે અલગ અલગ હોય છે અને તે કેબલ પર લગાવવામાં આવતા "કેબલ લૂઝનિંગ" ફોર્સના આધારે બનાવવામાં આવે છે. આ ફોર્સ કેબલ લેયર્સની સંખ્યા અને વિન્ડિંગ દિશાથી પ્રભાવિત થાય છે. ડ્રમ પર કેબલ લેયર્સની સંખ્યા મૂરિંગ સિસ્ટમના બ્રેકિંગ ફોર્સને નોંધપાત્ર રીતે અસર કરે છે. જે મૂરિંગ મશીનોમાં સેપરેશન ડ્રમ્સનો અભાવ હોય છે, ત્યાં બ્રેકિંગ ફોર્સ સામાન્ય રીતે ચોક્કસ સંખ્યામાં લેયર માટે કેલિબ્રેટ કરવામાં આવે છે. તેથી, એ સુનિશ્ચિત કરવું મહત્વપૂર્ણ છે કે કેબલ એક બાજુ એકઠા થયા વિના ડ્રમ પર સરસ રીતે ઘા કરવામાં આવે, કારણ કે આ બ્રેકિંગ ફોર્સને ઘટાડી શકે છે. સેપરેશન ડ્રમ્સથી સજ્જ કેબલ વિંચના કિસ્સામાં, બ્રેકિંગ ફોર્સમાં ઘટાડો અટકાવવા માટે ફોર્સ ડ્રમ પર કેબલના એક કરતાં વધુ લેયર ન રાખવા જરૂરી છે.
કેબલનું યોગ્ય વાઇન્ડિંગ ખૂબ જ મહત્વપૂર્ણ છે, કારણ કે અયોગ્ય વાઇન્ડિંગ બ્રેકિંગ ફોર્સમાં 50% સુધીનો ઘટાડો કરી શકે છે.
બ્રેકનો અયોગ્ય ઉપયોગ:ક્રૂ મેમ્બર્સ ઘણીવાર ભૂલથી બ્રેકનો ઉપયોગ કરીને કેબલ ટેન્શનમાં હોય ત્યારે તેને ઢીલો કરી નાખે છે, જે એક ખોટો અભિગમ છે. આ પ્રથા બ્રેક બેલ્ટ પર અસમાન ઘસારો લાવી શકે છે અને તેના અનિયંત્રિત સ્વભાવને કારણે સલામતી માટે જોખમ ઊભું કરી શકે છે. જો અચાનક સંતુલિત ભાર છૂટા પડેલા કેબલ પર નાખવામાં આવે છે, તો તે તૂટી શકે છે, જેના પરિણામે સંભવિત અકસ્માતો થઈ શકે છે. યોગ્ય પદ્ધતિમાં ક્લચને જોડવાનો અને કેબલને ધીમેથી ઢીલો કરવા માટે પાવરનો ઉપયોગ કરવાનો સમાવેશ થાય છે.
નાયલોન કેબલ પાઇલ-પુલિંગ ટેકનિક:નાયલોનના કેબલને થાંભલા સાથે જોડતી વખતે, કડક કરવા માટે ફક્ત “∞” ગાંઠ પર આધાર રાખવાનું ટાળો. તેના બદલે, પહેલા જહાજની બાજુએ કેબલ ખેંચવા માટે બે વળાંક લો (કેટલાક એક જ વળાંકની ભલામણ કરે છે, પરંતુ બેથી વધુ નહીં), ત્યારબાદ “∞” ગાંઠ બનાવો (મોટા મૂરિંગ થાંભલાઓ માટે) અથવા “∞” ગાંઠ બનાવતા પહેલા બે થાંભલાઓની આસપાસ એક વાર લપેટી લો (નાના મૂરિંગ થાંભલાઓ માટે). આ તકનીક કેબલના વધુ સારા નિયંત્રણ માટે પરવાનગી આપે છે અને સલામતીમાં વધારો કરે છે.
કેબલ તૂટવા દરમિયાન જોખમી ક્ષેત્ર:સિન્થેટિક ફાઇબર કેબલનું સૌથી ખતરનાક પાસું ત્યારે બને છે જ્યારે કેબલ અચાનક તૂટી જાય છે અને ફરી વળે છે. જ્યારે તણાવગ્રસ્ત કેબલ તૂટી જાય છે, ત્યારે તે સંગ્રહિત ઊર્જા મુક્ત કરે છે, જેના કારણે બ્રેક પોઈન્ટ અને કંટ્રોલ પોઈન્ટ વચ્ચેનો ભાગ ઝડપથી ફરી વળે છે. રિબાઉન્ડ ઝોનમાં હાજર વ્યક્તિઓને ગંભીર ઈજા અથવા તો મૃત્યુનું જોખમ રહેલું છે. પરિણામે, કેબલ ઓપરેટરો માટે આ જોખમી વિસ્તારથી દૂર રહેવું હિતાવહ છે, ખાસ કરીને જ્યારે કેબલ નોંધપાત્ર તણાવ હેઠળ હોય, કારણ કે સિન્થેટિક ફાઇબર કેબલ અચાનક અને ચેતવણી વિના તૂટી શકે છે.
મૂરિંગ માટે સલામતી માર્ગદર્શિકા:ડ્રમ હેડ પરના કેબલનું સંચાલન એકલા વ્યક્તિ દ્વારા ન કરવું જોઈએ. ડ્રમનું સંચાલન કરતા ઓપરેટરને મદદ કરવા માટે બીજી વ્યક્તિએ કેબલને દૂર કરવી અથવા તેમાં ઢીલું મૂકવું જરૂરી છે. વાયર અથવા નાયલોન કેબલને હેન્ડલ કરતી વખતે, ડ્રમથી સુરક્ષિત અંતર જાળવવું ખૂબ જ મહત્વપૂર્ણ છે, કારણ કે કેબલ "કૂદી" શકે છે અને તમારા હાથમાં ઇજા થવાનું જોખમ ઊભું કરી શકે છે. હંમેશા કેબલથી સુરક્ષિત અંતર રાખો.
પોસ્ટ સમય: માર્ચ-24-2025