




ਬ੍ਰੇਕ ਟੈਸਟਿੰਗ
OCIMF ਮਿਆਰਾਂ ਦੀ ਪਾਲਣਾ ਵਿੱਚ, ਡਿਲੀਵਰੀ ਤੋਂ ਪਹਿਲਾਂ ਮੂਰਿੰਗ ਵਿੰਚ 'ਤੇ ਹਰ ਸਾਲ ਬ੍ਰੇਕ ਫੋਰਸ ਟੈਸਟ ਕਰਵਾਉਣਾ ਜ਼ਰੂਰੀ ਹੈ, ਅਤੇ ਕਿਸੇ ਵੀ ਮੁਰੰਮਤ ਜਾਂ ਮਹੱਤਵਪੂਰਨ ਘਟਨਾਵਾਂ ਤੋਂ ਬਾਅਦ ਜੋ ਬ੍ਰੇਕ ਫੋਰਸ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰ ਸਕਦੀਆਂ ਹਨ। ਇਹਨਾਂ ਟੈਸਟਾਂ ਦੇ ਨਤੀਜਿਆਂ ਦੇ ਆਧਾਰ 'ਤੇ, ਮੂਰਿੰਗ ਕੇਬਲ ਦੇ ਘੱਟੋ-ਘੱਟ ਬ੍ਰੇਕਿੰਗ ਲੋਡ (MBL) ਦੇ 60% ਤੋਂ 80% ਦੀ ਬ੍ਰੇਕਿੰਗ ਸਮਰੱਥਾ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਬ੍ਰੇਕ ਨੂੰ ਵਧੀਆ ਬਣਾਇਆ ਜਾਵੇਗਾ। ਇਹ ਵਿਵਸਥਾ ਇਹ ਯਕੀਨੀ ਬਣਾਉਂਦੀ ਹੈ ਕਿ ਜੇਕਰ ਬਾਹਰੀ ਫੋਰਸ ਨਿਰਧਾਰਤ ਬ੍ਰੇਕ ਫੋਰਸ ਤੋਂ ਵੱਧ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਮੂਰਿੰਗ ਵਿੰਚ ਆਪਣੇ ਆਪ ਹੀ ਜਾਰੀ ਹੋ ਜਾਵੇਗਾ, ਇਸ ਤਰ੍ਹਾਂ ਮੂਰਿੰਗ ਵਿੰਚ ਨੂੰ ਕਿਸੇ ਵੀ ਸੰਭਾਵੀ ਟੁੱਟਣ ਜਾਂ ਨੁਕਸਾਨ ਤੋਂ ਬਚਾਇਆ ਜਾਵੇਗਾ।
ਬ੍ਰੇਕਿੰਗ ਫੋਰਸ ਟੈਸਟ ਸਿਧਾਂਤ ਵੀਡੀਓ:
ਬ੍ਰੇਕਿੰਗ ਫੋਰਸ ਟੈਸਟਿੰਗ ਅਤੇ ਐਡਜਸਟਮੈਂਟ
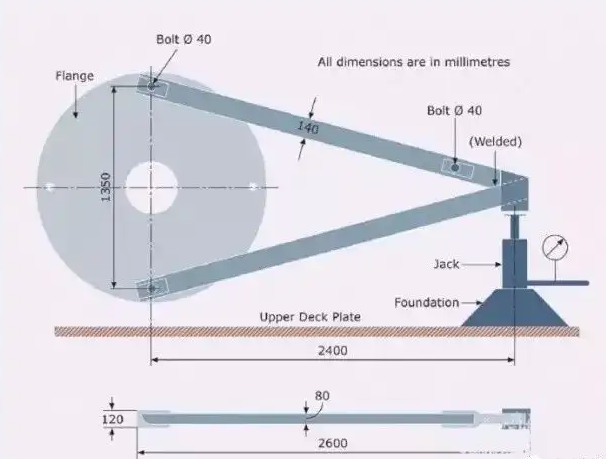
ਗਣਨਾ ਲਈ ਜ਼ਰੂਰੀ ਬਰਫ਼ ਦਾ ਡੇਟਾ ਇਕੱਠਾ ਕਰਨ ਲਈ, ਕੇਬਲ ਪ੍ਰਮਾਣੀਕਰਣ ਅਤੇ ਹੋਰ ਸੰਬੰਧਿਤ ਜਾਣਕਾਰੀ ਦੀ ਸਮੀਖਿਆ ਕਰਕੇ ਸ਼ੁਰੂਆਤ ਕਰੋ, ਫੀਲਡ ਮਾਪਾਂ ਦੇ ਨਾਲ। ਜੈਕ ਅਤੇ ਮੂਰਿੰਗ ਵਿੰਚ, ਜੋ ਕਿ ਪ੍ਰੈਸ਼ਰ ਗੇਜ ਨਾਲ ਲੈਸ ਹੈ, ਵਿੱਚ ਸੁੱਕੇ ਜੈਕ ਨੂੰ ਸੁਰੱਖਿਅਤ ਕਰਨ ਜਾਂ ਕਲੈਂਪਿੰਗ ਬੋਲਟ ਦੀ ਵਰਤੋਂ ਕਰਨ ਲਈ ਇੱਕ ਓਪਨਿੰਗ ਸ਼ਾਮਲ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
ਗਣਨਾ ਫਾਰਮੂਲਾ ਇਸ ਪ੍ਰਕਾਰ ਹੈ: T = FxLI/L2 (Kn)।
ਇਸ ਫਾਰਮੂਲੇ ਵਿੱਚ, T ਗਣਨਾ ਕੀਤੇ ਜੈਕ ਫੋਰਸ (Kn ਵਿੱਚ) ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ, ਜੋ ਕਿ ਜਹਾਜ਼ ਦੇ ਕੇਬਲ ਦੇ ਘੱਟੋ-ਘੱਟ ਬ੍ਰੇਕਿੰਗ ਫੋਰਸ ਦੇ ਆਧਾਰ 'ਤੇ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਇਹ ਗਣਨਾ ਜੈਕ ਫੋਰਸ ਰੀਡਿੰਗ ਦੇਵੇਗੀ ਜੋ ਲੋੜੀਂਦੀ ਬ੍ਰੇਕਿੰਗ ਫੋਰਸ ਨਾਲ ਮੇਲ ਖਾਂਦੀ ਹੈ, ਜੋ ਕਿ ਕੇਬਲ ਦੇ ਬ੍ਰੇਕਿੰਗ ਫੋਰਸ ਦਾ 60% ਜਾਂ 80% ਹੈ। F ਮੂਰਿੰਗ ਵਿੰਚ ਦੀ ਬ੍ਰੇਕਿੰਗ ਫੋਰਸ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ (Kn ਵਿੱਚ)। Ll ਮੂਰਿੰਗ ਵਿੰਚ ਰੋਲਰ ਦੇ ਕੇਂਦਰ ਤੋਂ ਕੇਬਲ ਦੇ ਕੇਂਦਰ ਤੱਕ ਦੀ ਦੂਰੀ ਹੈ, ਜਿਸਦੀ ਗਣਨਾ ਅੰਦਰੂਨੀ ਰੋਲਰ ਰੇਡੀਅਸ ਅਤੇ ਕੇਬਲ ਰੇਡੀਅਸ ਦੇ ਜੋੜ ਵਜੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। L2 ਜੈਕ ਬਰੈਕਟ ਦੇ ਕੇਂਦਰ ਤੋਂ ਕੇਂਦਰੀ ਧੁਰੇ ਤੱਕ ਖਿਤਿਜੀ ਦੂਰੀ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ।
ਟੈਸਟ ਪ੍ਰਕਿਰਿਆ:
1. ਕਿਸੇ ਵੀ ਨਮੀ, ਗਰੀਸ, ਜਾਂ ਹੋਰ ਪਦਾਰਥਾਂ ਨੂੰ ਖਤਮ ਕਰਨ ਲਈ ਮੂਰਿੰਗ ਵਿੰਚ ਚਲਾਓ ਜੋ ਬ੍ਰੇਕ ਪੈਡਾਂ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਨੂੰ ਵਿਗਾੜ ਸਕਦੇ ਹਨ।
2. ਟੈਸਟਿੰਗ ਡਿਵਾਈਸ ਨੂੰ ਮੂਰਿੰਗ ਵਿੰਚ ਨਾਲ ਸਹੀ ਢੰਗ ਨਾਲ ਜੋੜੋ, ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਬ੍ਰੇਕਾਂ ਨੂੰ ਮਿਆਰੀ ਪੱਧਰਾਂ 'ਤੇ ਕੱਸਿਆ ਗਿਆ ਹੈ, ਅਤੇ ਵਿੰਚ ਦੇ ਕਲਚ ਨੂੰ ਵੱਖ ਕਰੋ।
3. ਦਬਾਅ ਲਗਾਉਣ ਲਈ ਜੈਕ ਦੀ ਵਰਤੋਂ ਕਰੋ, ਅਤੇ ਬ੍ਰੇਕ ਦੇ ਫਿਸਲਣ ਦੇ ਸਮੇਂ ਪ੍ਰੈਸ਼ਰ ਗੇਜ ਰੀਡਿੰਗ ਦੀ ਨਿਗਰਾਨੀ ਕਰੋ, ਦੇਖੇ ਗਏ ਮੁੱਲ ਨੂੰ ਰਿਕਾਰਡ ਕਰਦੇ ਹੋਏ।
4. ਜੇਕਰ ਰੀਡਿੰਗ ਪਹਿਲਾਂ ਤੋਂ ਨਿਰਧਾਰਤ ਮੁੱਲ ਤੋਂ ਹੇਠਾਂ ਆਉਂਦੀ ਹੈ, ਤਾਂ ਇਹ ਬ੍ਰੇਕ ਫੋਰਸ ਦੀ ਘਾਟ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ, ਜਿਸ ਕਾਰਨ ਬ੍ਰੇਕ ਨੂੰ ਕੱਸਣ ਜਾਂ ਮੁਰੰਮਤ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਜਿਸ ਤੋਂ ਬਾਅਦ ਦੁਬਾਰਾ ਟੈਸਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
5. ਜੇਕਰ ਰੀਡਿੰਗ ਗਣਨਾ ਕੀਤੇ ਮੁੱਲ ਨਾਲ ਮੇਲ ਖਾਂਦੀ ਹੈ, ਤਾਂ ਇਹ ਪੁਸ਼ਟੀ ਕਰਦਾ ਹੈ ਕਿ ਬ੍ਰੇਕ ਫੋਰਸ ਸਥਾਪਿਤ ਮਾਪਦੰਡਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੀ ਹੈ।
6. ਜੇਕਰ ਜੈਕ ਰੀਡਿੰਗ ਗਣਨਾ ਕੀਤੇ ਮੁੱਲ ਤੋਂ ਵੱਧ ਹੋਣ ਦੌਰਾਨ ਮੂਰਿੰਗ ਵਿੰਚ ਖਿਸਕਦੀ ਨਹੀਂ ਹੈ, ਤਾਂ ਇਹ ਸੁਝਾਅ ਦਿੰਦਾ ਹੈ ਕਿ ਬ੍ਰੇਕ ਬਹੁਤ ਜ਼ਿਆਦਾ ਤੰਗ ਹੈ, ਜਿਸਦੇ ਨਤੀਜੇ ਵਜੋਂ ਬਹੁਤ ਜ਼ਿਆਦਾ ਬ੍ਰੇਕ ਫੋਰਸ ਹੈ। ਇਸ ਸਥਿਤੀ ਵਿੱਚ, ਬ੍ਰੇਕ ਫੋਰਸ ਨੂੰ ਬ੍ਰੇਕ ਪੇਚ ਨੂੰ ਐਡਜਸਟ ਕਰਕੇ ਘਟਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਜਿਸ ਤੋਂ ਬਾਅਦ ਦੁਬਾਰਾ ਟੈਸਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਜ਼ਿਆਦਾਤਰ ਜਹਾਜ਼ ਆਪਣੇ ਬ੍ਰੇਕ ਫੋਰਸ ਐਡਜਸਟਮੈਂਟ ਖੁਦ ਕਰਦੇ ਹਨ, ਆਮ ਤੌਰ 'ਤੇ ਬ੍ਰੇਕ ਹੈਂਡਲ 'ਤੇ ਸੀਮਾ ਪੇਚ ਨੂੰ ਸੋਧ ਕੇ ਬ੍ਰੇਕ ਦੀ ਤੰਗੀ ਨੂੰ ਅਨੁਕੂਲ ਬਲ ਲਈ ਨਿਯਮਤ ਕਰਦੇ ਹਨ।
ਬ੍ਰੇਕ ਹੈਂਡਲ ਜਿਨ੍ਹਾਂ ਵਿੱਚ ਸੀਮਾ ਪੇਚ ਨਹੀਂ ਹਨ, ਉਨ੍ਹਾਂ ਲਈ ਬ੍ਰੇਕ ਨੂੰ ਕੱਸਣ ਤੋਂ ਬਾਅਦ ਸਥਿਤੀ ਦੀ ਪਛਾਣ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ (ਇੱਛਤ ਬ੍ਰੇਕਿੰਗ ਫੋਰਸ ਦੇ ਅਨੁਸਾਰ) ਅਤੇ ਉਸ ਬਿੰਦੂ 'ਤੇ ਬ੍ਰੇਕ ਹੈਂਡਲ ਅਤੇ ਬ੍ਰੇਕ ਬੈਂਡ ਦੋਵਾਂ ਨੂੰ ਚਿੰਨ੍ਹਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ (ਬ੍ਰੇਕ ਪੇਚ 'ਤੇ ਇੱਕ ਸੀਮਾ ਨਿਸ਼ਾਨ ਬਣਾਉਣਾ)। ਭਵਿੱਖ ਦੇ ਕਾਰਜਾਂ ਵਿੱਚ, ਉੱਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਨਿਸ਼ਾਨਾਂ ਨੂੰ ਇਕਸਾਰ ਕਰਨ ਨਾਲ ਇਹ ਸੰਕੇਤ ਮਿਲੇਗਾ ਕਿ ਇਸ ਪੱਧਰ 'ਤੇ ਬ੍ਰੇਕਿੰਗ ਫੋਰਸ ਸੈੱਟ ਬ੍ਰੇਕਿੰਗ ਫੋਰਸ ਨਾਲ ਮੇਲ ਖਾਂਦੀ ਹੈ।
ਬ੍ਰੇਕ ਟੈਸਟ ਪੂਰਾ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਟੈਸਟ ਦੀ ਮਿਤੀ ਅਤੇ ਮਾਪੀ ਗਈ ਬ੍ਰੇਕਿੰਗ ਫੋਰਸ ਨੂੰ ਮੂਰਿੰਗ ਵਿੰਚ 'ਤੇ ਪ੍ਰਮੁੱਖਤਾ ਨਾਲ ਪ੍ਰਦਰਸ਼ਿਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਅਤੇ ਮੂਰਿੰਗ ਉਪਕਰਣ ਰੱਖ-ਰਖਾਅ ਲੌਗ ਵਿੱਚ ਧਿਆਨ ਨਾਲ ਦਸਤਾਵੇਜ਼ੀ ਰੂਪ ਵਿੱਚ ਦਰਜ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਮੂਰਿੰਗ ਸੁਰੱਖਿਆ ਉਪਾਅ
ਬ੍ਰੇਕ ਫੋਰਸ ਦੀ ਨਿਯਮਤ ਤੌਰ 'ਤੇ ਜਾਂਚ ਅਤੇ ਐਡਜਸਟ ਕਰਨ ਤੋਂ ਇਲਾਵਾ, ਮੂਰਿੰਗ ਓਪਰੇਸ਼ਨਾਂ ਦੌਰਾਨ ਹੇਠ ਲਿਖੇ ਪਹਿਲੂਆਂ ਵੱਲ ਵੀ ਧਿਆਨ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ:
ਮੂਰਿੰਗ ਲਚਕਤਾ:ਮੂਰਿੰਗ ਕੇਬਲਾਂ ਦੀ ਲਚਕਤਾ ਜਹਾਜ਼ ਦੁਆਰਾ ਲਗਾਏ ਗਏ ਕੁੱਲ ਬਲ ਨੂੰ ਮੂਰਿੰਗ ਲਾਈਨਾਂ ਵਿੱਚ ਵੰਡਣ ਵਿੱਚ ਇੱਕ ਮਹੱਤਵਪੂਰਨ ਭੂਮਿਕਾ ਨਿਭਾਉਂਦੀ ਹੈ। ਉਦਾਹਰਣ ਵਜੋਂ, ਜੇਕਰ ਇੱਕੋ ਜਿਹੇ ਆਕਾਰ ਅਤੇ ਸਮੱਗਰੀ ਦੇ ਦੋ ਮੂਰਿੰਗ ਕੇਬਲ ਇੱਕੋ ਦਿਸ਼ਾ ਵਿੱਚ ਡੌਕ ਨਾਲ ਜੁੜੇ ਹੋਏ ਹਨ ਪਰ ਲੰਬਾਈ ਵਿੱਚ ਭਿੰਨ ਹਨ - ਇੱਕ ਦੂਜੀ ਨਾਲੋਂ ਦੁੱਗਣੀ ਲੰਬੀ ਹੈ - ਤਾਂ ਛੋਟੀ ਕੇਬਲ ਦੋ-ਤਿਹਾਈ ਭਾਰ ਸਹਿਣ ਕਰੇਗੀ, ਜਦੋਂ ਕਿ ਲੰਬੀ ਕੇਬਲ ਸਿਰਫ ਇੱਕ ਤਿਹਾਈ ਭਾਰ ਹੀ ਸੰਭਾਲੇਗੀ। ਇਸ ਲਈ, ਜਦੋਂ ਵੀ ਸੰਭਵ ਹੋਵੇ ਬਰਾਬਰ ਲੰਬਾਈ ਦੀਆਂ ਮੂਰਿੰਗ ਕੇਬਲਾਂ ਦੀ ਵਰਤੋਂ ਕਰਨ ਦੀ ਸਲਾਹ ਦਿੱਤੀ ਜਾਂਦੀ ਹੈ।
ਉਹਨਾਂ ਮਾਮਲਿਆਂ ਵਿੱਚ ਜਿੱਥੇ ਦੋ ਮੂਰਿੰਗ ਕੇਬਲ ਇੱਕੋ ਲੰਬਾਈ ਦੇ ਹੁੰਦੇ ਹਨ, ਇੱਕੋ ਜਿਹੀ ਤੋੜਨ ਦੀ ਤਾਕਤ ਰੱਖਦੇ ਹਨ, ਅਤੇ ਇੱਕੋ ਦਿਸ਼ਾ ਵਿੱਚ ਇਕਸਾਰ ਹੁੰਦੇ ਹਨ ਪਰ ਵੱਖ-ਵੱਖ ਸਮੱਗਰੀਆਂ ਤੋਂ ਬਣੇ ਹੁੰਦੇ ਹਨ - ਜਿਵੇਂ ਕਿ 1.5% ਦੀ ਲੰਬਾਈ ਵਾਲੀ ਸਟੀਲ ਵਾਇਰ ਕੇਬਲ ਅਤੇ 30% ਦੀ ਲੰਬਾਈ ਵਾਲੀ ਸਿੰਥੈਟਿਕ ਫਾਈਬਰ ਕੇਬਲ - ਲੋਡ ਵੰਡ ਕਾਫ਼ੀ ਅਸਮਾਨ ਹੋਵੇਗੀ। ਸਟੀਲ ਵਾਇਰ ਕੇਬਲ 95% ਭਾਰ ਚੁੱਕੇਗੀ, ਜਦੋਂ ਕਿ ਫਾਈਬਰ ਰੱਸੀ ਸਿਰਫ 5% ਦਾ ਸਮਰਥਨ ਕਰੇਗੀ। ਇਸ ਲਈ, ਇੱਕੋ ਦਿਸ਼ਾ ਵਿੱਚ ਮੂਰਿੰਗ ਲਾਈਨਾਂ ਲਈ ਇੱਕੋ ਸਮੱਗਰੀ ਦੀਆਂ ਕੇਬਲਾਂ ਦੀ ਵਰਤੋਂ ਕਰਨਾ ਜ਼ਰੂਰੀ ਹੈ।
ਇਹ ਸਮਝਣਾ ਮਹੱਤਵਪੂਰਨ ਹੈ ਕਿ ਮੂਰਿੰਗ (ਸੁਰੱਖਿਅਤ ਮੂਰਿੰਗ) ਦੌਰਾਨ ਜਹਾਜ਼ ਦੀ ਸੁਰੱਖਿਆ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਵਿੱਚ ਨਾ ਸਿਰਫ਼ ਤਾਲਮੇਲ ਅਤੇ ਇਕਸਾਰਤਾ ਸ਼ਾਮਲ ਹੈ, ਸਗੋਂ ਜਹਾਜ਼ ਦੇ ਮੂਰਿੰਗ ਉਪਕਰਣਾਂ ਦੀ ਵਿਆਪਕ ਸਮਝ, ਮੂਰਿੰਗ ਸਿਧਾਂਤਾਂ ਦੀ ਠੋਸ ਸਮਝ, ਅਤੇ ਸਾਵਧਾਨੀ ਨਾਲ ਯੋਜਨਾਬੰਦੀ ਅਤੇ ਅਮਲ ਵੀ ਸ਼ਾਮਲ ਹੈ। ਬਰਥ 'ਤੇ ਜਹਾਜ਼ ਦੀ ਸਥਿਤੀ ਨੂੰ ਬਣਾਈ ਰੱਖਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਜਹਾਜ਼ ਦੇ ਸੁਰੱਖਿਅਤ ਹੋਣ ਤੋਂ ਬਾਅਦ ਹੀ ਸ਼ੁਰੂ ਹੁੰਦੀ ਹੈ, ਜੋ ਕਿ ਚੱਲ ਰਹੇ ਸਮੁੰਦਰੀ ਜਹਾਜ਼ ਅਭਿਆਸਾਂ ਦੀ ਸ਼ੁਰੂਆਤ ਨੂੰ ਦਰਸਾਉਂਦੀ ਹੈ।
ਮੂਰਿੰਗ ਵਿੰਚ ਬ੍ਰੇਕਿੰਗ ਫੋਰਸ:ਮੂਰਿੰਗ ਵਿੰਚ ਦੀ ਬ੍ਰੇਕਿੰਗ ਫੋਰਸ ਹਰੇਕ ਜਹਾਜ਼ ਲਈ ਵੱਖਰੀ ਹੁੰਦੀ ਹੈ ਅਤੇ ਕੇਬਲ 'ਤੇ ਲਗਾਏ ਗਏ "ਕੇਬਲ ਢਿੱਲੇ" ਬਲ ਦੇ ਅਧਾਰ ਤੇ ਤਿਆਰ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਇਹ ਫੋਰਸ ਕੇਬਲ ਲੇਅਰਾਂ ਦੀ ਗਿਣਤੀ ਅਤੇ ਘੁੰਮਣ ਦੀ ਦਿਸ਼ਾ ਤੋਂ ਪ੍ਰਭਾਵਿਤ ਹੁੰਦੀ ਹੈ। ਡਰੱਮ 'ਤੇ ਕੇਬਲ ਲੇਅਰਾਂ ਦੀ ਮਾਤਰਾ ਮੂਰਿੰਗ ਸਿਸਟਮ ਦੀ ਬ੍ਰੇਕਿੰਗ ਫੋਰਸ ਨੂੰ ਮਹੱਤਵਪੂਰਨ ਤੌਰ 'ਤੇ ਪ੍ਰਭਾਵਤ ਕਰਦੀ ਹੈ। ਮੂਰਿੰਗ ਮਸ਼ੀਨਾਂ ਲਈ ਜਿਨ੍ਹਾਂ ਵਿੱਚ ਵੱਖ ਕਰਨ ਵਾਲੇ ਡਰੱਮਾਂ ਦੀ ਘਾਟ ਹੁੰਦੀ ਹੈ, ਬ੍ਰੇਕਿੰਗ ਫੋਰਸ ਆਮ ਤੌਰ 'ਤੇ ਇੱਕ ਖਾਸ ਗਿਣਤੀ ਦੀਆਂ ਪਰਤਾਂ ਲਈ ਕੈਲੀਬਰੇਟ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਇਸ ਲਈ, ਇਹ ਯਕੀਨੀ ਬਣਾਉਣਾ ਬਹੁਤ ਜ਼ਰੂਰੀ ਹੈ ਕਿ ਕੇਬਲਾਂ ਨੂੰ ਇੱਕ ਪਾਸੇ ਇਕੱਠੇ ਕੀਤੇ ਬਿਨਾਂ ਡਰੱਮ 'ਤੇ ਸਾਫ਼-ਸੁਥਰਾ ਢੰਗ ਨਾਲ ਜ਼ਖ਼ਮ ਕੀਤਾ ਜਾਵੇ, ਕਿਉਂਕਿ ਇਹ ਬ੍ਰੇਕਿੰਗ ਫੋਰਸ ਨੂੰ ਘਟਾ ਸਕਦਾ ਹੈ। ਵੱਖ ਕਰਨ ਵਾਲੇ ਡਰੱਮਾਂ ਨਾਲ ਲੈਸ ਕੇਬਲ ਵਿੰਚਾਂ ਦੇ ਮਾਮਲੇ ਵਿੱਚ, ਬ੍ਰੇਕਿੰਗ ਫੋਰਸ ਵਿੱਚ ਕਮੀ ਨੂੰ ਰੋਕਣ ਲਈ ਫੋਰਸ ਡਰੱਮ 'ਤੇ ਕੇਬਲ ਦੀ ਇੱਕ ਤੋਂ ਵੱਧ ਪਰਤ ਨਾ ਬਣਾਈ ਰੱਖਣਾ ਜ਼ਰੂਰੀ ਹੈ।
ਕੇਬਲ ਦੀ ਸਹੀ ਵਾਈਂਡਿੰਗ ਬਹੁਤ ਜ਼ਰੂਰੀ ਹੈ, ਕਿਉਂਕਿ ਗਲਤ ਵਾਈਂਡਿੰਗ ਬ੍ਰੇਕਿੰਗ ਫੋਰਸ ਵਿੱਚ 50% ਤੱਕ ਕਮੀ ਲਿਆ ਸਕਦੀ ਹੈ।
ਗਲਤ ਬ੍ਰੇਕ ਵਰਤੋਂ:ਚਾਲਕ ਦਲ ਦੇ ਮੈਂਬਰ ਅਕਸਰ ਗਲਤੀ ਨਾਲ ਕੇਬਲ ਨੂੰ ਢਿੱਲਾ ਕਰਨ ਲਈ ਬ੍ਰੇਕਾਂ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਨ ਜਦੋਂ ਇਹ ਤਣਾਅ ਵਿੱਚ ਹੁੰਦੀ ਹੈ, ਜੋ ਕਿ ਇੱਕ ਗਲਤ ਤਰੀਕਾ ਹੈ। ਇਸ ਅਭਿਆਸ ਨਾਲ ਬ੍ਰੇਕ ਬੈਲਟ 'ਤੇ ਅਸਮਾਨ ਘਿਸਾਅ ਹੋ ਸਕਦਾ ਹੈ ਅਤੇ ਇਸਦੇ ਬੇਕਾਬੂ ਸੁਭਾਅ ਦੇ ਕਾਰਨ ਸੁਰੱਖਿਆ ਜੋਖਮ ਪੈਦਾ ਹੋ ਸਕਦੇ ਹਨ। ਜੇਕਰ ਅਚਾਨਕ ਖੁੱਲ੍ਹੀ ਹੋਈ ਕੇਬਲ 'ਤੇ ਇੱਕ ਸੰਤੁਲਿਤ ਭਾਰ ਲਗਾਇਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਇਹ ਟੁੱਟ ਸਕਦਾ ਹੈ, ਜਿਸਦੇ ਨਤੀਜੇ ਵਜੋਂ ਸੰਭਾਵੀ ਹਾਦਸੇ ਹੋ ਸਕਦੇ ਹਨ। ਢੁਕਵੇਂ ਢੰਗ ਵਿੱਚ ਕਲੱਚ ਨੂੰ ਜੋੜਨਾ ਅਤੇ ਕੇਬਲ ਨੂੰ ਹੌਲੀ-ਹੌਲੀ ਢਿੱਲਾ ਕਰਨ ਲਈ ਸ਼ਕਤੀ ਦੀ ਵਰਤੋਂ ਕਰਨਾ ਸ਼ਾਮਲ ਹੈ।
ਨਾਈਲੋਨ ਕੇਬਲ ਪਾਈਲ-ਪੁੱਲਿੰਗ ਤਕਨੀਕ:ਨਾਈਲੋਨ ਕੇਬਲ ਨੂੰ ਢੇਰ ਨਾਲ ਜੋੜਦੇ ਸਮੇਂ, ਕੱਸਣ ਲਈ ਸਿਰਫ਼ “∞” ਗੰਢ 'ਤੇ ਨਿਰਭਰ ਕਰਨ ਤੋਂ ਬਚੋ। ਇਸ ਦੀ ਬਜਾਏ, ਜਹਾਜ਼ ਦੇ ਪਾਸੇ ਕੇਬਲ ਨੂੰ ਖਿੱਚਣ ਲਈ ਦੋ ਮੋੜ ਬਣਾਓ (ਕੁਝ ਇੱਕ ਵਾਰੀ ਦੀ ਸਿਫ਼ਾਰਸ਼ ਕਰਦੇ ਹਨ, ਪਰ ਦੋ ਤੋਂ ਵੱਧ ਨਹੀਂ), ਇਸ ਤੋਂ ਬਾਅਦ ਇੱਕ “∞” ਗੰਢ (ਵੱਡੇ ਮੂਰਿੰਗ ਢੇਰਾਂ ਲਈ) ਬਣਾਓ ਜਾਂ “∞” ਗੰਢ (ਛੋਟੇ ਮੂਰਿੰਗ ਢੇਰਾਂ ਲਈ) ਬਣਾਉਣ ਤੋਂ ਪਹਿਲਾਂ ਇੱਕ ਵਾਰ ਦੋ ਢੇਰਾਂ ਦੇ ਦੁਆਲੇ ਲਪੇਟੋ। ਇਹ ਤਕਨੀਕ ਕੇਬਲ ਦੇ ਬਿਹਤਰ ਨਿਯੰਤਰਣ ਦੀ ਆਗਿਆ ਦਿੰਦੀ ਹੈ ਅਤੇ ਸੁਰੱਖਿਆ ਨੂੰ ਵਧਾਉਂਦੀ ਹੈ।
ਕੇਬਲ ਟੁੱਟਣ ਦੌਰਾਨ ਖ਼ਤਰਨਾਕ ਖੇਤਰ:ਸਿੰਥੈਟਿਕ ਫਾਈਬਰ ਕੇਬਲਾਂ ਦਾ ਸਭ ਤੋਂ ਖ਼ਤਰਨਾਕ ਪਹਿਲੂ ਉਦੋਂ ਹੁੰਦਾ ਹੈ ਜਦੋਂ ਇੱਕ ਕੇਬਲ ਅਚਾਨਕ ਟੁੱਟ ਜਾਂਦੀ ਹੈ ਅਤੇ ਮੁੜ ਚਾਲੂ ਹੋ ਜਾਂਦੀ ਹੈ। ਜਦੋਂ ਇੱਕ ਤਣਾਅ ਵਾਲੀ ਕੇਬਲ ਟੁੱਟ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਇਹ ਸਟੋਰ ਕੀਤੀ ਊਰਜਾ ਛੱਡਦੀ ਹੈ, ਜਿਸ ਨਾਲ ਬ੍ਰੇਕ ਪੁਆਇੰਟ ਅਤੇ ਕੰਟਰੋਲ ਪੁਆਇੰਟ ਦੇ ਵਿਚਕਾਰਲਾ ਹਿੱਸਾ ਤੇਜ਼ੀ ਨਾਲ ਮੁੜ ਚਾਲੂ ਹੋ ਜਾਂਦਾ ਹੈ। ਰੀਬਾਉਂਡ ਜ਼ੋਨ ਵਿੱਚ ਮੌਜੂਦ ਵਿਅਕਤੀਆਂ ਨੂੰ ਗੰਭੀਰ ਸੱਟ ਲੱਗਣ ਜਾਂ ਮੌਤ ਦਾ ਖ਼ਤਰਾ ਹੁੰਦਾ ਹੈ। ਸਿੱਟੇ ਵਜੋਂ, ਕੇਬਲ ਆਪਰੇਟਰਾਂ ਲਈ ਇਸ ਖਤਰਨਾਕ ਖੇਤਰ ਤੋਂ ਦੂਰ ਰਹਿਣਾ ਜ਼ਰੂਰੀ ਹੈ, ਖਾਸ ਕਰਕੇ ਜਦੋਂ ਕੇਬਲ ਕਾਫ਼ੀ ਤਣਾਅ ਹੇਠ ਹੋਵੇ, ਕਿਉਂਕਿ ਸਿੰਥੈਟਿਕ ਫਾਈਬਰ ਕੇਬਲ ਅਚਾਨਕ ਅਤੇ ਬਿਨਾਂ ਕਿਸੇ ਚੇਤਾਵਨੀ ਦੇ ਟੁੱਟ ਸਕਦੇ ਹਨ।
ਮੂਰਿੰਗ ਲਈ ਸੁਰੱਖਿਆ ਦਿਸ਼ਾ-ਨਿਰਦੇਸ਼:ਡਰੱਮ ਹੈੱਡ 'ਤੇ ਕੇਬਲ ਦਾ ਸੰਚਾਲਨ ਕਿਸੇ ਇੱਕ ਵਿਅਕਤੀ ਦੁਆਰਾ ਨਹੀਂ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ। ਡਰੱਮ ਦਾ ਪ੍ਰਬੰਧਨ ਕਰਨ ਵਾਲੇ ਆਪਰੇਟਰ ਦੀ ਸਹਾਇਤਾ ਲਈ ਕੇਬਲ ਨੂੰ ਹਟਾਉਣ ਜਾਂ ਢਿੱਲਾ ਕਰਨ ਲਈ ਇੱਕ ਦੂਜੇ ਵਿਅਕਤੀ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ। ਤਾਰ ਜਾਂ ਨਾਈਲੋਨ ਕੇਬਲਾਂ ਨੂੰ ਸੰਭਾਲਦੇ ਸਮੇਂ, ਡਰੱਮ ਤੋਂ ਸੁਰੱਖਿਅਤ ਦੂਰੀ ਬਣਾਈ ਰੱਖਣਾ ਬਹੁਤ ਜ਼ਰੂਰੀ ਹੈ, ਕਿਉਂਕਿ ਕੇਬਲ "ਛਾਲ" ਸਕਦੀ ਹੈ ਅਤੇ ਤੁਹਾਡੀਆਂ ਬਾਹਾਂ ਨੂੰ ਸੱਟ ਲੱਗਣ ਦਾ ਜੋਖਮ ਪੈਦਾ ਕਰ ਸਕਦੀ ਹੈ। ਹਮੇਸ਼ਾ ਕੇਬਲ ਤੋਂ ਸੁਰੱਖਿਅਤ ਦੂਰੀ ਰੱਖੋ।
ਪੋਸਟ ਸਮਾਂ: ਮਾਰਚ-24-2025